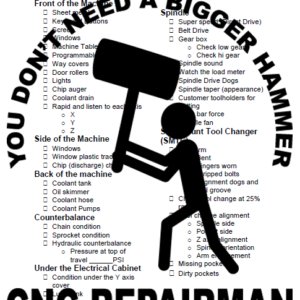
Sale!Lathe Maintenance Checklist$2.99 Original price was: $2.99.$0.00Current price is: $0.00.Add to cart
Gearbox Gear Cluster shaft REV A and B$355.95Select options This product has multiple variants. The options may be chosen on the product page